液压成型是现阶段最常见的四川金属波纹管生产制造方式 ,成形方法分单波持续成形和多波一次成形。金属波纹管生产厂家一般采用多波一次成形加工工艺。
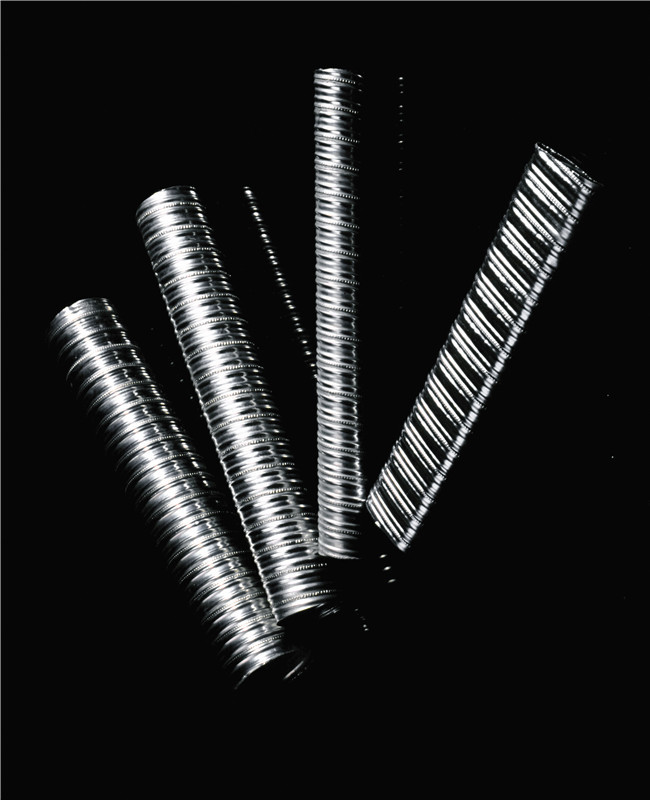
四川金属波纹管
(1)液压成型全过程
金属波纹管液压成型分2个环节,第一阶段管件在管中液體压力功效下开展约束力胀形,胀形程度小,使每个成形正中间模版精准定位。
第二阶段在管件内液體压力平稳并相当于胀形压力的状况下,释放轴向力,管件在轴向力和内压力功效下轴向缩小胀形,做成金属波纹管。
选用轴向缩小胀形,使胀形区域地应力、应变力情况获得改进,有益于塑性形变,提升胀形指数。
(2)压力操纵
成形第二阶段的胀形压力务必平稳,压力值相当于约束力胀形时的压力值。假如胀形压力值很大,则胚料裂开。假如胀形压力过小,则产生瘪波。
液压成形金属波纹管的规格和样子依成形型腔可胜各种各样波型。液压成形与别的胀形方法对比,优势是非常容易获得较高的压力,并且压力功效匀称,操纵相对性非常容易,个人所得钢件表层光洁,性价比高;缺陷是成形设备必须严苛密封性,防止胀形时达不上胀形压力和液體泄露。
(3)压力测算
金属波纹管液压成形时的成形力关键是胀形时液體企业压力p和轴向压缩力P。除以胀形压力p时,为简单化测算只考虑到胀形时圆上方位拉地应力,忽视较小的母线槽方位的拉地应力。
(4)抑制过程管理
钛及钛金属原材料的压力生产加工与碳素钢、不锈钢板等常见金属材料对比,具备抗拉强度较高、妥协比大、延伸率和断面收缩率较低、具备各种各样、对形变速率比较敏感、表层缺点比较敏感及有冷冷作硬化趋向等特点,冷压成型十分艰难,非常是该金属波纹管波高是依照一般原材料开展的挑选,原材料拉申很大,提升了抑制成型难度系数。
因而,金属波纹管原材料只有承担形变量并不大的冷成型。另外因为钛材的弹性模具小,冷拉回弹力量大,现阶段并未获得较精确的赔偿计算方法。生产加工形变量很大的金属波纹管,为修复波高拉申后的塑性变形,避免造成裂痕(非常是焊接及危害区一部分),务必选用按段抑制并开展淬火解决。
- 四川预应力波纹管的应力怎样核算
- 成都桥梁用预应力金属波纹管能起的作用
- 四川预应力锚具的正确使用方法
- 成都预应力混凝土构件的锚具出现问题解决方案
- 四川金属波纹管补偿器的使用条件分析